6 maggio 2016 08:10
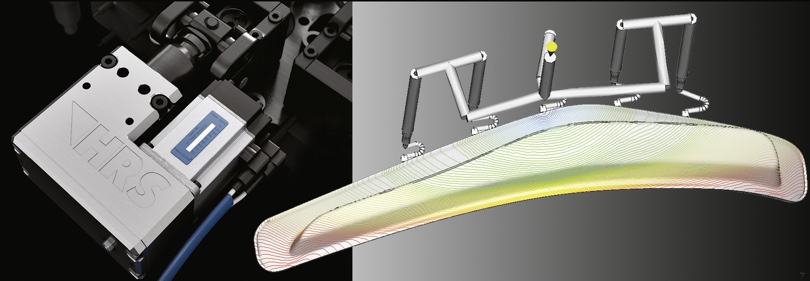
HRSflow, divisione di INglass, ha messo a punto una versione del sistema per lo stampaggio ad iniezione sequenziale FLEXflow specifico per la produzione di lastre di policarbonato trasparente di grande formato destinate alla fanaleria auto. Il sistema è in grado di gestire in modo indipendente gli otturatori del canale caldo, regolando con precisione la posizione, l’accelerazione, la velocità e la corsa di ognuno, con l’obiettivo di eliminare le linee di pressione e di esitazione sui pezzi di grandi dimensione.
PARETI PIÙ SOTTILI. Secondo l’azienda veneta, è ora possibile produrre in serie le lenti dei fanali auto mediante stampaggio ad iniezione sequenziale, senza fluttuazioni significative della pressione nelle cavità dello stampo, utilizzando cinque punti di iniezione. Si può così ridurre lo spessore della parete da 2,5 a 1,8 mm, mentre il peso scende da 450 a soli 350 grammi (nel caso di una lente da 887x120 mm), un risparmio rilevante se rapportato al numero di pezzi richiesti dal settore automotive. E, a detta del costruttore, senza compromessi nella qualità dei componenti stampati.
GIÀ USATA NELL'AUTO. La tecnologia FLEXflow viene già impiegata nell’industria dell’auto per lo stampaggio sequenziale di parti di carrozzeria e interni auto di grande superficie come spoliler, moduli front-end, supporti cruscotto e montanti porta; ora è anche possibile stampare le lenti dei fari, riducendone il peso rispetto alle versioni stampate con un unico punto di iniezione centrale.
QUESTIONE DI PRESSIONE. Per ottenere un’elevata qualità ottica con lo stampaggio sequenziale occorre un controllo molto preciso della pressione nella cavità stampo durante la fase del riempimento, poiché eventuali fluttuazioni possono causare difetti ottici visibili sulla superficie del pezzo (“pressure marks”) che nel caso dei fari auto comportano la non conformità. Il sistema FLEXflow, grazie al controllo indipendente dell’otturatore, riesce a bilanciare con precisione ogni ugello del canale caldo, consentendo un riempimento uniforme della cavità anche in presenza di più punti di iniezione.
© Polimerica - Riproduzione riservata
Via Rovereto, 11 - 20871 Vimercate (MB)
Tel: +39 039 625661 - Fax: +39 039 6851449
Web: www.engelglobal.com/it/it/home - Email: sales.it@engel.at
Viale Kennedy , 986 - 21050 Marnate (VA)
Tel: 0331 389077 - Fax: 0331 389078
Web: www.vanettimaster.com/ - Email: vanetti@vanettimaster.com
Via delle Robinie, 10 - 28040 Mezzomerico (NO)
Tel: +39 032194128 - Fax: +39 0321 961014
Web: www.binovapm.it - Email: info@binovapm.it
Via Gasdotto, 25 - 36078 Valdagno (VI)
Tel: +39 0445 402438
Web: www.gpdipiazzon.it - Email: info@gpdipiazzon.it
Il portale verticale dedicato all'industria delle materie plastiche ora propone un servizio di basic assessment sui requisiti necessari per poter rispettare le normative UE.
Nel mese di luglio un percorso in tre step per identificare ed eliminare sprechi e inefficienze nella trasformazione di materie plastiche.

 Oltre 7.400 dipendenti, nove stabilimenti di produzione in Europa, Nord America, Cina e Corea, filiali e rappresentanze in oltre 85 Paesi, rendono ENGEL uno dei più grandi costruttori al mondo di presse a iniezione e sistemi di automazione.
Oltre 7.400 dipendenti, nove stabilimenti di produzione in Europa, Nord America, Cina e Corea, filiali e rappresentanze in oltre 85 Paesi, rendono ENGEL uno dei più grandi costruttori al mondo di presse a iniezione e sistemi di automazione. Vanetti S.p.A., fondata nel 1971, produce masterbatches, Biomasterbatches®, additivi per materie plastiche. Con oltre quarantacinque anni di esperienza nel settore, i prodotti Vanetti vengono utilizzati per la colorazione e additivazione di qualsiasi resina termoplastica.
Vanetti S.p.A., fondata nel 1971, produce masterbatches, Biomasterbatches®, additivi per materie plastiche. Con oltre quarantacinque anni di esperienza nel settore, i prodotti Vanetti vengono utilizzati per la colorazione e additivazione di qualsiasi resina termoplastica. Binova, avvalendosi della più che trentennale esperienza del proprio personale tecnico maturata nel settore delle materie plastiche, si pone sul mercato progettando e realizzando impianti per la rigenerazione, il compound e l’estrusione di materiali termoplastici.
Binova, avvalendosi della più che trentennale esperienza del proprio personale tecnico maturata nel settore delle materie plastiche, si pone sul mercato progettando e realizzando impianti per la rigenerazione, il compound e l’estrusione di materiali termoplastici. La G.P. Di Piazzon S.r.l. grazie ad una trentennale esperienza progetta e costruisce internamente impianti per lo stoccaggio, la miscelazione e il trasporto di materie prime in polvere e granulo per il settore plastico, alimentare e chimico.
La G.P. Di Piazzon S.r.l. grazie ad una trentennale esperienza progetta e costruisce internamente impianti per lo stoccaggio, la miscelazione e il trasporto di materie prime in polvere e granulo per il settore plastico, alimentare e chimico.